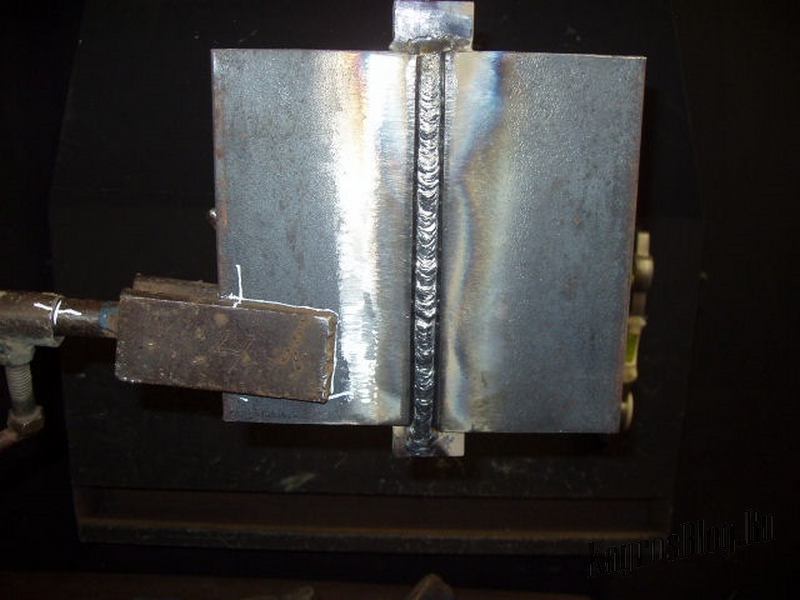
Сварной шов представляет собой отрезок неразъемного соединения, который образуется путем кристаллизирования расплава. Помимо этого сварной шов образуется в результате пластического деформирования при осуществлении сваривания путем давления, а также в комплексе под воздействием давления и кристаллизирования.
Сварной шов представляет собой отрезок неразъемного соединения, который образуется путем кристаллизирования расплава. Помимо этого сварной шов образуется в результате пластического деформирования при осуществлении сваривания путем давления, а также в комплексе под воздействием давления и кристаллизирования.
Сварочная состыковка — основная терминология
Сварной шов — неразъемная состыковка частей изделия, выполняемая с помощь специального оборудования. Соединение состоит из трех характерных зон, образуемых при осуществлении процесса, выделяют следующие зоны:
- сварного шва;
- плавления;
- термовлияния.
Помимо этого отдельно выделяют область, которая прилегает к зоне термовлияния.
Сварочный металл — объединение расплавов основного и наплавленного металлов или же только расплав основного. Основной металл — металл заготовок, подвергающихся процессу сваривания.
Зона сплавления представляет собой зону частично сплавившихся зерен на границе раздела основного материала и материала, входящего в состав шовной состыковки. Зона сплавления имеет температуру меньше, нежели зона плавки. Химсостав зоны имеет отличие от химсостава основного материала. Нерасплавившиеся зерна разъединены в этой зоне слоями расплава. По слоям происходит проникновение введенных в расплав допматериалов.
Зона термовлияния представляет собой зону основного материала, которая не подверглась расплавлению. Структура и физические свойства материала в области термовлияния изменяются вод воздействием температуры образующейся под действием электродуги при проведении работ.
В зависимости от конструктивных признаков состыковки, получаемой в результате сварочных работ можно выделить несколько различных типов.






Типы сваривания и их теххарактеристика
Существует несколько типов сварных швов. Специалистами выделяются следующие типы шовных состыковок:
- стыковочные;
- нахлесточные;
- тавровые;
- угловые;
- торцовые.
Стыковочное сваривание отличается тем, что заготовки в готовом изделии прилегают друг к другу торцовыми плоскостями, а шовные соединения являются продолжением обоих стыкуемых поверхностей.
Нахлесточные шовные соединения различаются тем, что боковые плоскости заготовок частично перекрываются.
Тавровая шовная стыковка отличается тем, что торцовая плоскость одного изделия примыкает под определенным углом к торцовой плоскости второго изделия.
Угловая состыковка является элементом конструкции, в которой детали соединяются по их кромкам. Угловой тип сварных соединений практически не применяется при создании силовых конструкций, так как они обладают относительно невысокой прочностью по сравнению с другими типами состыковки.
Торцовая состыковка имеет отличия, заключающиеся в том, что свариваемые детали соединяются боковыми плоскостями, а сваривание проводится на торцовых плоскостях.
В зависимости от вида используемого соединения специалисты в области сварки выделяют следующие сварные состыковки:
- со стыковочными швами;
- с угловыми швами.
Исходным условием при проектировании любого стыка является обеспечение равнопрочности изготавливаемого сварного стыка и объединяемых заготовок.
Шовные соединения принято делить на рабочие и связующие. На прочность осуществляется расчет только рабочих стыков, которые осуществляют передачу рабочих нагрузок между соединенными заготовками. Связующие стыки испытывают нагрузки только в случае одновременного деформирования с основным материалом. Эти состыковки являются мало нагруженными.
Характеристики сварочных стыков
Основными характеристиками соединения являются:
- ширина;
- выпуклость;
- вогнутость;
- корень шва.
Ширина представляет собой расстояние между визуально определяемыми линиями сплавления.
Выпуклость определяется расстоянием между плоскостью, которая пролегает через визуально определяемые линии границы стыка и поверхностью расплавленного материала. Это расстояние измеряется в месте максимальной выпуклости. Вогнутость представляет собой расстояние между плоскостью, пролегающей через визуально определяемые границы расплава и его поверхностью. Вогнутость измеряется в месте максимального отклонения.
Вогнутость корня представляет собой дефект, образующийся на обратной стороне свариваемых заготовок. Корень — часть шовного стыка, которая является наиболее удаленной от его лицевой поверхности. Корень представляет собой обратную сторону сварочной области.
Угловой шов в связи с тем, что он имеет определенную геометрию, имеет свои размерные характеристики. Такими характеристиками являются:
- катет;
- толщина;
- расчетная высота.
Катет определяется самым коротким расстоянием от поверхности одной из заготовок до визуально определяемой границы на поверхности второй заготовки. Этот параметр задается в процессе сваривания, его нужно жестко выдерживать при проведении сваривания.
Толщина представляет собой наибольшее расстояние от поверхности до точки максимального проплавления металла заготовки. Для угловых стыков наиболее благоприятной является вогнутая форма поверхности, имеющая плавный переход к основному металлу.
В зависимости от протяженности швы делят на непрерывные и прерывистые. Угловые соединения могут выполняться непрерывным, прерывистым, шахматным и цепным методом, помимо этого допускается изготовление угловых сварных швов точечным методом.
В технике для толстых заготовок используется многослойная сварка. Под слоем подразумевается часть металла, которая представляет собой один или несколько валиков на одном уровне стыка. Валик является металлом, наплавляемым за один проход. Под проходом в сварочной технологии подразумевается однократное перемещение в одном направлении.
В зависимости от пространственного расположения в сварочные соединения делят на горизонтальные и вертикальные.
Читайте больше на сайте МояСварка.ру